
Processing Technology of Co-extruded Composite Film
Process flow chart of co-extruded film as follow:
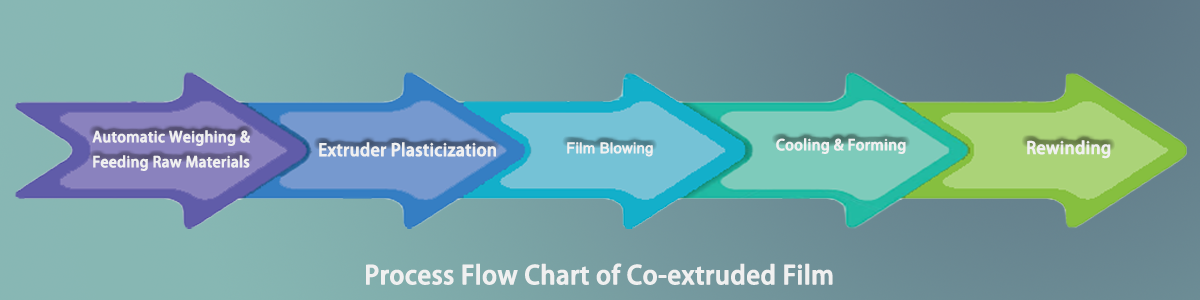
Automatic raw materials weighing & feeding system: According to the proportion of the formula, raw materials are automatically weighed and fed, so as to improve the production efficiency.
Extruder plasticization: the granule is injected into the extruder through the hopper, and the resin melts and shows a molten rolling flow state. Under the promotion of the screw, the plastic melt flows through the filter screen in a rotating way, and filters out the non-plasticized materials and non-molten impurities, and changes the melt rotation to a straight flow.
Film Blowing by Multi-layer Co-extrusion Die Head: the melt of different raw materials are evenly intruded into the die head and recombined through their own flow channels at the same rate and in different order, then the composite moulding outflows through the adjustable die lip.
Cooling and shaping: the films flow from the die lip into the cooling roller or vane cooling device or water cooling device, and then led out through the traction system at a certain speed. Cooling process has a great influence on output and product quality in the production of co-extruded composite films. Uneven cooling will affect the thickness, transparency and surface gloss of the film. After cooling and forming, the thickness of the co-extruded film is measured by the automatic thickness measurement system, and the information is fed back to the actuator to adjust the screw speed and traction speed of the extruder, so as to control the quality of the film.
Rewinding: After rewinding, It is packed into warehouse, which is the finished multi-layer co-extruded film.
Raw Materials of the Co-extruded Film
Multi-layer co-extruded raw materials is classified by function as follow:
1.Polyolefins (PO):According to the main categories, it can generally be divided into polyethylene(PE) and polypropylene (PP)
Because polyolefin is easy to heat seal welding, the vast majority of multi-layer co-extruded films use polyolefin as a heat seal layer. Generally, relatively low temperature applications use polyethylene(PE) as a heat sealing layer, (such as polyolene materials in multi-layer co-extruded film generally play the role on freezing, boiling, etc.), and relatively high temperature applications use polypropylene (PP) as a heat sealing layer (such as microwave, high temperature retorting, etc.)
• Due to the hydrophobic property of polyolefin, polyolefin acts as a barrier to water vapor in multi-layer co-extruded film.
• Polyolefin can be used as filling layer in addition to functional layer, structural layer and bond layer in multi-layer co-extruded film due to its relatively low cost.
Polyamides, also known as nylon, has excellent toughness and strength, and is generally used as a structural layer in multi-layer co-extruded film. At the same time, polyamide itself has a moderate barrier ability to oxygen, and it can also be directly used as a barrier layer in some applications where the use conditions are not very strict. Polyamide is a hydrophilic material. After water absorption (such as water bath, steam sterilization), the material properties will have obvious changes, which must be paid attention to when using in order to avoid unnecessary losses.
3.Ethylene - vinyl alcohol copolymer (EVOH)
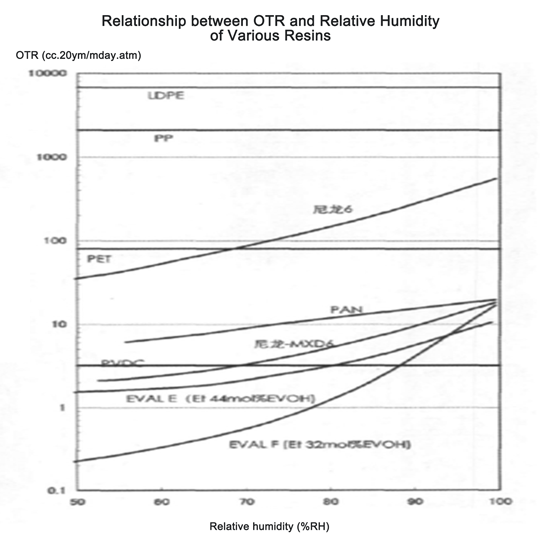
EVOH is a very good oxygen barrier material, which has the best oxygen barrier of plastics under normal use conditions. EVOH is a copolymer and is generally divided into 29mol% EVOH, 32mol% EVOH, 38ml% EVOH and 44mol% EVOH, according to the content of ethylene in the copolymer. The lower the ethylene content, the stronger the oxygen barrier ability of EVOH and the more difficult it is to process. The largest amount of EVOH used in meat packaging is 38mol% EVOH.
OTR Comparison of Various Materials (Relative Humidity is 0)
| Sample | OTR | |
| cc · 20u/cm2·day ·atm | cc·mil/100in2·Day·atm | |
| Soarnol D,DT(29mol%) | 0.23 | 0.012 |
| Soarnol D,C(32mol%) | 0.30 | 0.015 |
| Soarnol E,ET(38mol%) | 0.53 | 0.027 |
| Soarnol A,AT(44mol%) | 1.20 | 0.061 |
| LDPE | 7900 | 400 |
| HDPE | 3600 | 182 |
| Ploypropylene(PP) | 3900 | 197 |
| Biaxially Oriented PP | 2300 | 116 |
| Biaxially Oriented PS | 3900 | 197 |
| Polycarbonate ( PC ) | 4500 | 228 |
| PVC : Rigid | 130 | 6.6 |
| PVC : DOP = 30% | 2000 | 100 |
| Extrudable high barrier PVDC | 3.0 | 0.15 |
| PET | 69 | 3.5 |
Polyamide ( Nylon6) | 76 | 3.8 |
| Biaxially Oriented Nylon | 23 | 1.2 |
| Modified Polyacrylonitrile | 16 | 0.81 |
| Biaxially Oriented PVA | <0.10 | <0.005 |
EVOH, similar with PA, is also a material that absorbs moisture easily. The OTR of EVOH will increase obviously after moisture absorption. If this increase is caused by boiling or retorting sterilization, it will generally recover within a few days. If it is used in a high temperature and high humidity environment for a long time, the barrier of EVOH will be reduced. Generally, 10 cc/m·day·bar is used as the dividing line between high barrier and medium barrier. EVOH and PVdC are the high barrier materials, while PA belongs to the medium barrier materials.
4.Polyvinylidene Chloride (PVdC)
PVdC is also a good oxygen barrier material, although its oxygen barrier ability is not as good as EVOH under normal circumstances. However, the oxygen barrier of PVdC is relatively stable and hardly changes with humidity. PVdC is generally used as the outer packaging of meat products such as ham sausage and the barrier layer of shrink packaging.
5.Bonding Resin ( Tie )
Polyolefin materials are non-polar (oily), while functional materials such as PA or EVOH are polar (water-based), and the compatibility between polar and non-polar materials is generally not good (oil-water insoluble), so if these materials are directly co-extruded, there will be a very serious delamination problem.
Therefore, during the multi-layer co-extruded production, it is necessary to add a bonding layer between layers. According to the difference between PE bonding with PA or EVOH and PP bonding with PA or EVOH, the material of the adhesive layer can generally be roughly divided into PE based adhesive resin and PP based adhesive resin. No matter what kind of adhesive resin is used, some graft modification is made on the carrier resin to increase the anhydride structure. During the multi-layer co-extrusion process, these graft modified parts react with the adjacent layers to form a stable and firm interface.
6.Processing Aid
In multi-layer co-extrusion processing, some processing aids are also needed to make the whole process smoother, or serves some other functional purpose. Processing aids can be added during processing as required, and there are also many brands of raw material resin itself with considerable processing aids. The most widely used processing aids are lubricant and opening agent.
The lubricant is generally used to improve the friction resistance of the film. According to different packaging forms, there are different requirements for the friction resistance between the material itself or the material and the equipment. For example, in the online high-speed vertical filling packaging equipment, the friction coefficient of the material is generally required to be lower, while in the application of stretch film, the friction coefficient does not need to be so low. The most commonly used lubricants in co-extrusion processing are erucamide, oleate amide, stearamide and other amides.
Opening agent is also known as anti-stick agent, which is mainly to prevent film/bag bonding. the most commonly used anti-stick agent is silica substances.In addition, some functional additives such as antifogs, antistatic agents, anti-UV agents, antioxidants and some color master batches will also be used as needed.
Statement: This article is written by LD PACK and all rights reserved by LD PACK. The content is for reference only. Please correct any errors. Shall not be reproduced without permission, otherwise LD PACK will reserve the right to pursue its legal liability. If you have any technical questions, please email sales@ldpack.com for a discussion.



